En investors samlede omkostninger til et varmgalvaniseringsanlæg falder i tre hovedkategorier. Disse er kapitaludstyr, infrastruktur og drift.Pris på varmgalvaniseringsudstyrinkluderer nøgleelementer. Disse elementer er galvaniseringskedlen, forbehandlingstanke og materialehåndteringssystemer. Infrastrukturomkostninger dækker jord, bygninger og forsyningsanlæg. Driftsomkostninger er løbende udgifter til råmaterialer, energi og arbejdskraft.
Markedet for varmgalvanisering viser et stærkt vækstpotentiale. Denne vækst er drevet af infrastrukturinvesteringer og efterspørgsel efter korrosionsbestandige materialer. Markedet for produkter somrør galvaniseringslinjerudvider sig.
| Metrisk | Værdi |
|---|---|
| Markedsstørrelse i 2024 | 62,39 milliarder USD |
| Markedsstørrelse i 2032 | 92,59 milliarder USD |
| CAGR (2025-2032) | 6,15% |
Vigtige konklusioner
- Opsætning af engalvaniseringsanlægkoster penge til udstyr, jord og bygninger. Det primære udstyr omfatter galvaniseringskedlen og maskiner til at flytte stål.
- Det er forbundet med løbende omkostninger at drive et galvaniseringsanlæg. Disse omfatter køb af zink, betaling af energi og betaling af arbejdere.
- Prisen på zink ændrer sig ofte. Denne ændring påvirker, hvor meget det koster at drive anlægget hver dag.
Indledende investering: Prisen på varmgalvaniseringsudstyr og infrastruktur
Den indledende investering repræsenterer den største økonomiske hindring ved etablering af et galvaniseringsanlæg. Denne fase inkluderer alle forudgående udgifter til udstyr, fysiske strukturer og opsætning. De samlede omkostninger varierer meget afhængigt af anlæggets tilsigtede kapacitet, automatiseringsniveau og geografiske placering. Et basisanlæg til små serier kan starte omkring $20.000. En storstilet, kontinuerlig forarbejdningslinje kan overstige $5.000.000.
Et eksempel på en investeringsfordeling for et mellemstort anlæg illustrerer omkostningsfordelingen.
| Kategori | Pris (INR Lakh) |
|---|---|
| Jord og infrastruktur | 50 – 75 |
| Maskiner og udstyr | 120 – 200 |
| Zinklager | 15 – 30 |
| Arbejdskraft og forsyningsvirksomheder | 10 – 15 |
| Licensering og overholdelse | 5 – 10 |
| Samlet initialinvestering | 200 – 300 |
Galvaniseringskedel: Størrelse og materiale
Degalvaniseringskedeler hjertet i driften og en primær omkostningsdriver. Dens dimensioner - længde, bredde og dybde - bestemmer den maksimale størrelse af stålprodukter, som anlægget kan forarbejde. En større kedel indeholder mere smeltet zink, hvilket kræver mere energi at opvarme og øger den samlede pris for varmgalvaniseringsudstyr. Kedlerne er typisk lavet af specielt lavkulstof- og siliciumstål for at modstå korrosion fra smeltet zink. Materialekvaliteten påvirker direkte kedlens levetid og udskiftningshyppighed.
Forbehandlingstanke
Før galvanisering skal stål gennemgå en række rengøringstrin. Denne proces foregår i forbehandlingstanke. Antallet og størrelsen af disse tanke afhænger af den ønskede kapacitet og det indkommende ståls tilstand. En typisk forbehandlingslinje omfatter flere trin:
- Affedtning:Fjerner olie, snavs og fedt.
- Skylning:Vasker affedtende kemikalier væk.
- Syltning:Bruger syre (som saltsyre) til at fjerne glødeskaller og rust.
- Skylning:Vasker syren væk.
- Flusmiddel:Påfør en zinkammoniumchloridopløsning for at forhindre genoxidering før dypning.
Disse tanke er ofte konstrueret af materialer som polypropylen eller fiberforstærket plast (FRP) for at modstå ætsende kemikalier.
Materialehåndteringssystemer
Effektiv materialehåndtering er afgørende for produktivitet og sikkerhed. Disse systemer transporterer stål gennem alle trin i processen. Valget mellem manuelle, halvautomatiske og fuldautomatiske systemer påvirker den oprindelige investering betydeligt.
| Systemtype | Gennemsnitlig prisinterval (USD) |
|---|---|
| Halvautomatisk linje | 30.000 kr. – 150.000 kr. |
| Fuldautomatisk linje | 180.000 kr. – 500.000 kr. |
| Nøglefærdigt anlæg | 500.000+ dollars |
Note:Manuel håndtering har lavere startomkostninger, men fører ofte til højere udgifter på lang sigt. Disse udgifter stammer fra arbejdsulykker, produktskader og langsommere produktion. Automatiserede systemer kræver en større initialinvestering og dygtige operatører. De leverer dog større omkostningseffektivitet over tid gennem øget effektivitet og et mere sikkert arbejdsmiljø. Prisen på varmgalvaniseringsudstyr stiger med automatisering, men det samme gør anlæggets langsigtede rentabilitet.
Varme- og røgbehandlingssystemer
Galvaniseringskedlen kræver et kraftigt varmesystem for at holde zinken smeltet ved cirka 450 °C. Højhastigheds naturgasbrændere er et almindeligt valg. Lige så vigtigt er røgbehandlingssystemet. Galvaniseringsprocessen genererer farlige dampe og støv, der kræver opsamling og behandling for at overholde miljøforskrifterne.
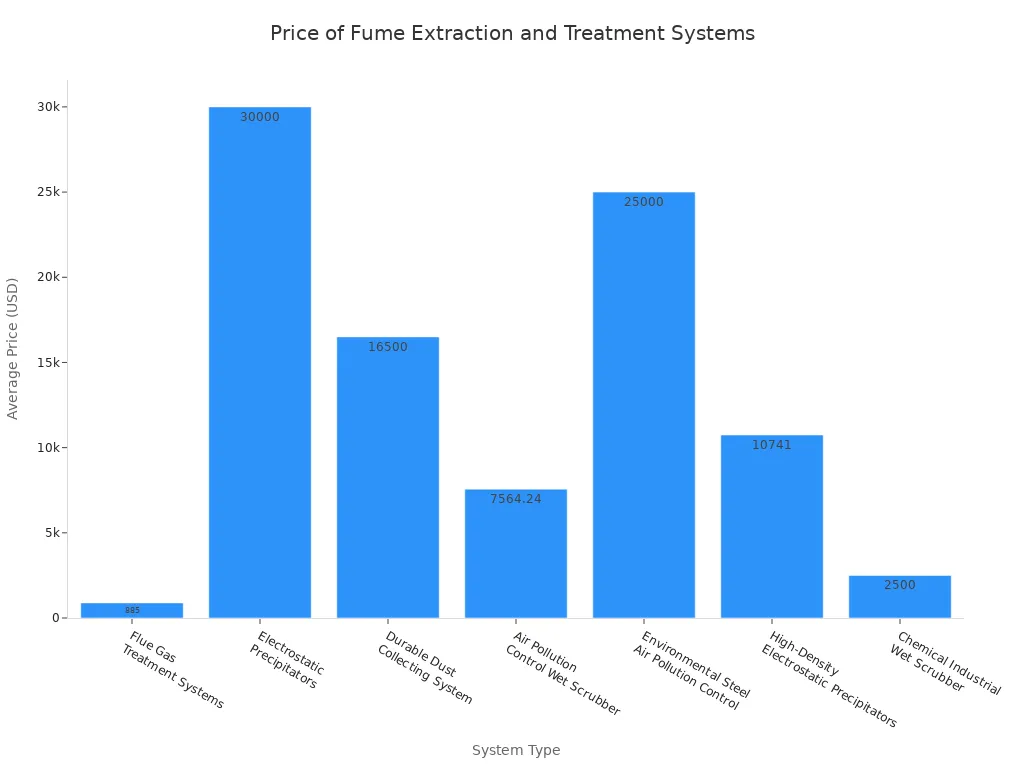
Overholdelse af standarder fra Miljøstyrelsen (EPA) eller Den Europæiske Union (EU) er ikke til forhandling. I Nordamerika prioriterer 70 % af produktionsvirksomhederne at opgradere filtreringssystemer for at opfylde luftkvalitetsstandarder. Virksomheder viser en vilje til at betale en præmie på 10-15 % for systemer, der garanterer overholdelse og tilbyder overlegen filtrering. Dette gør røgbehandlingssystemet til en kritisk del af budgettet.
Grund og bygning
Omkostningerne til jord og byggeri afhænger i høj grad af anlæggets placering. Et galvaniseringsanlæg kræver et betydeligt areal for at kunne rumme hele produktionslinjen, fra ankomst af stål til opbevaring af færdige produkter. Selve bygningen har specifikke designkrav. Den skal have højt til loftet for at kunne betjene traverskraner og robuste fundamenter til at understøtte tungt udstyr som kedlen. Korrekt ventilationsinfrastruktur er også afgørende for at styre varme- og luftkvaliteten i hele anlægget. Disse faktorer gør industriel zoneinddelt jord og specialiseret byggeri til en stor del af den oprindelige kapitaludgift.
Forsynings- og installationstjenester
Et galvaniseringsanlæg er en stor forbruger af energi, primært naturgas og elektricitet. Etablering af højkapacitetstilslutninger til forsyningsvirksomheder er en betydelig engangsudgift. Omkostningerne ved installation af naturgasledninger varierer afhængigt af flere faktorer:
- Afstand fra den primære gasforsyning
- Kompleksiteten af udgravningen og installationen
- Type af rørmateriale anvendt (f.eks. stål, HDPE)
Installationsomkostningerne for en ny gasledning kan variere fra 16 til 33 dollars pr. løbende fod. En ny ledning, der løber fra gaden til anlægget, kan nemt overstige 2.600 dollars, hvor komplekse industriprojekter koster meget mere. Tilsvarende kræver etablering af en elektrisk forbindelse med høj kapacitet til motorer, kraner og styringer koordinering med lokale forsyningsudbydere og kan være en kompleks og dyr proces. Installationen af alt maskineri er den sidste komponent, der bidrager til den samlede pris for varmgalvaniseringsudstyr.
Løbende driftsomkostninger

Efter den indledende opsætning, engalvaniseringsanlæg's økonomiske sundhed afhænger af styringen af de løbende driftsomkostninger. Disse tilbagevendende udgifter påvirker direkte prisen på det endelige galvaniserede produkt og anlæggets samlede rentabilitet. Omhyggelig styring af råmaterialer, energi, arbejdskraft og vedligeholdelse er afgørende for langsigtet succes.
Råmaterialer: Zink og kemikalier
Råmaterialer repræsenterer den største del af et anlægs driftsbudget. Zink er den mest kritiske og dyre komponent. Prisen på specialzink af høj kvalitet (SHG) svinger afhængigt af det globale udbud og efterspørgsel, hvilket gør det til en variabel udgift, som anlægsledere skal overvåge nøje. Markedsindeks, såsom 'Zinc special high grade in-warehouse Rotterdam premium' leveret af Argus Metals, tilbyder et benchmark for prisfastsættelse.
Prisen på zink kan variere betydeligt mellem leverandører og regioner.
| Produktbeskrivelse | Renhed | Prisinterval (USD/ton) |
|---|---|---|
| Speciel zinkbarre af høj kvalitet | 99,995% | 2.900 kr. – 3.000 kr. |
| Højkvalitets zinkbarre | 99,99% | 2.300 kr. – 2.800 kr. |
| Standard zinkbarre | 99,5% | 1.600 kr. – 2.100 kr. |
Note:Ovenstående priser er vejledende og svinger dagligt. En fabriksejer skal etablere pålidelige forsyningskæder for at sikre konkurrencedygtige priser.
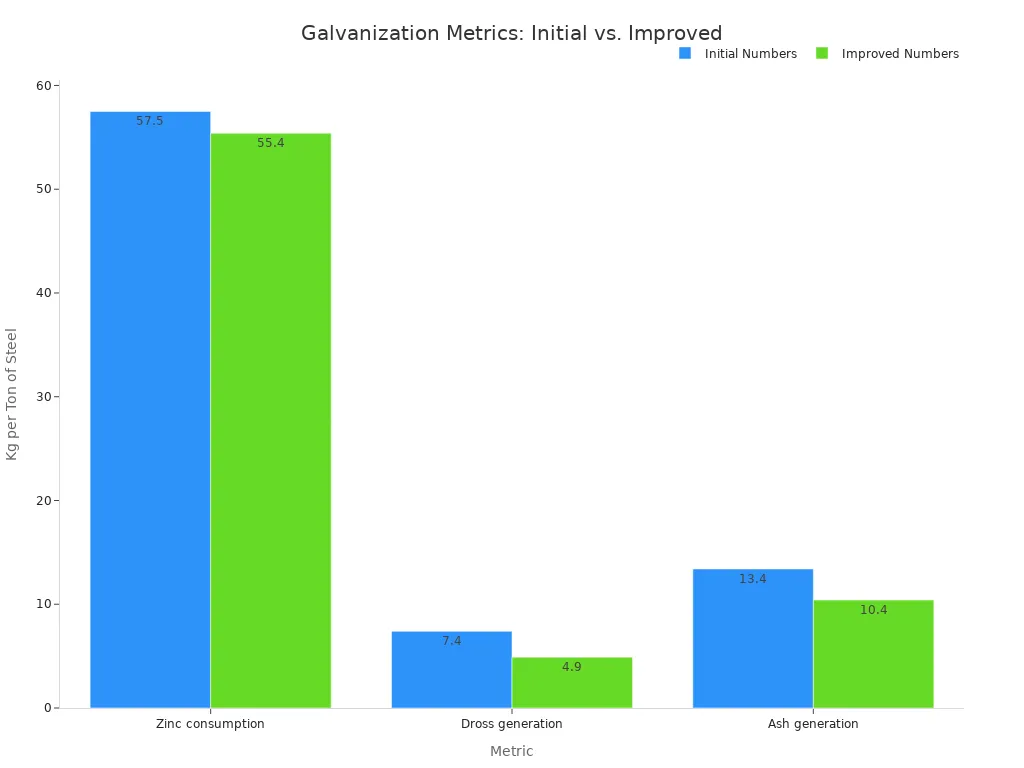
Et anlægs zinkforbrug omfatter mere end blot belægningen på stålet. Processen skaber også biprodukter som zinkslam (en jern-zink-legering) og zinkaske (zinkoxid). Disse biprodukter repræsenterer et tab af brugbart zink. Procesforbedringer kan dog reducere dette spild betydeligt. Effektiv drift fører til lavere forbrug og mindre biproduktgenerering, hvilket direkte reducerer materialeomkostningerne.
Andre vigtige råmaterialer omfatter kemikalierne til forbehandlingsprocessen. Disse er:
- Affedtningsmidlerat rense stålet.
- Saltsyre eller svovlsyretil syltning.
- Zinkammoniumchloridfor fluxopløsningen.
Omkostningerne ved disse kemikalier, sammen med deres sikre opbevaring og bortskaffelse, øger de samlede driftsudgifter.
Energiforbrug
Galvaniseringsanlæg er energiintensive operationer. De to primære energiudgifter er naturgas og elektricitet.
- Naturgas:Ovnsystemet forbruger store mængder naturgas for at holde hundredvis af tons zink smeltet ved 450 °C døgnet rundt.
- Elektricitet:Højeffektsmotorer driver traverskraner, pumper og røgudsugningsventilatorer.
Investering i energieffektiv teknologi kan sænke disse omkostninger dramatisk. Moderne ovndesign kan for eksempel reducere det årlige energibehov med over 20 %. Et forbedret system kan muligvis sænke energiforbruget fra399,3 MJ/tonaf stål til lige307 MJ/tonDette fald i forbruget på 23 % resulterer direkte i betydelige økonomiske besparelser og et mindre CO2-aftryk, hvilket gør energioptimering til et centralt mål for ethvert moderne anlæg.
Arbejdskraft og uddannelse
En dygtig og effektiv arbejdsstyrke er motoren i et galvaniseringsanlæg. Lønomkostninger er en stor driftsudgift og varierer afhængigt af geografisk placering og lokale lønlove. Nøgleroller i et anlæg omfatter:
- Kranførere
- Arbejdere til jigging (ophængning) og dejigging af stål
- Kedeloperatører eller "dyppere"
- Fettlers (til efterbehandling)
- Kvalitetskontrolinspektører
- Vedligeholdelsesteknikere
Ordentlig træning er ikke en udgift, men en investering. Et veluddannet team arbejder mere sikkert og effektivt. Dette reducerer arbejdsulykker, minimerer skader på kundernes produkter og sikrer ensartet kvalitet. Løbende træningsprogrammer hjælper medarbejderne med at holde sig opdateret om bedste praksis for sikkerhed, miljøoverholdelse og driftseffektivitet, hvilket i sidste ende øger fabrikkens produktivitet og omdømme.
Vedligeholdelse og reservedele
Mekanisk udstyr, der opererer i et barskt miljø med høje temperaturer, kræver konstant opmærksomhed. En proaktiv vedligeholdelsesplan er afgørende for at forhindre uventede nedbrud og dyre produktionsstop.
Pro-tip:Et planlagt vedligeholdelsesprogram koster mindre end nødreparationer. Planlægning af regelmæssige inspektioner forkedel, kraner og røgsystem sikrer pålidelighed og forlænger levetiden for dyrt udstyr.
Vigtige vedligeholdelsesaktiviteter omfatter vedligeholdelse af ovnen, kraninspektion og rengøring af røgbehandlingssystemet. Et anlæg skal også budgettere med et lager af essentielle reservedele. Almindelige reservedele omfatter:
- Brændere og termoelementer til ovnen
- Pumpetætninger og impeller
- Filtre til røgudsugningssystemet
- Elektriske komponenter som kontaktorer og relæer
At have disse dele ved hånden muliggør hurtige reparationer, minimerer nedetid og holder produktionslinjen i gang.
Kedelstørrelse, infrastruktur og zinkpriser er de primære omkostningsdrivende faktorer. Et anlægs kapacitet, automatisering og placering bestemmer den endelige investering. Prisen på varmgalvaniseringsudstyr varierer meget. Investorer bør overveje tilbagebetalingstidslinjen under planlægningen.
- Den forventede tilbagebetalingstid for et nyt anlæg bør være 5 år eller mindre.
Tip:For et præcist estimat, kontakt anlægsproducenter for at få et detaljeret, skræddersyet tilbud.
Udsendelsestidspunkt: 2. dec. 2025