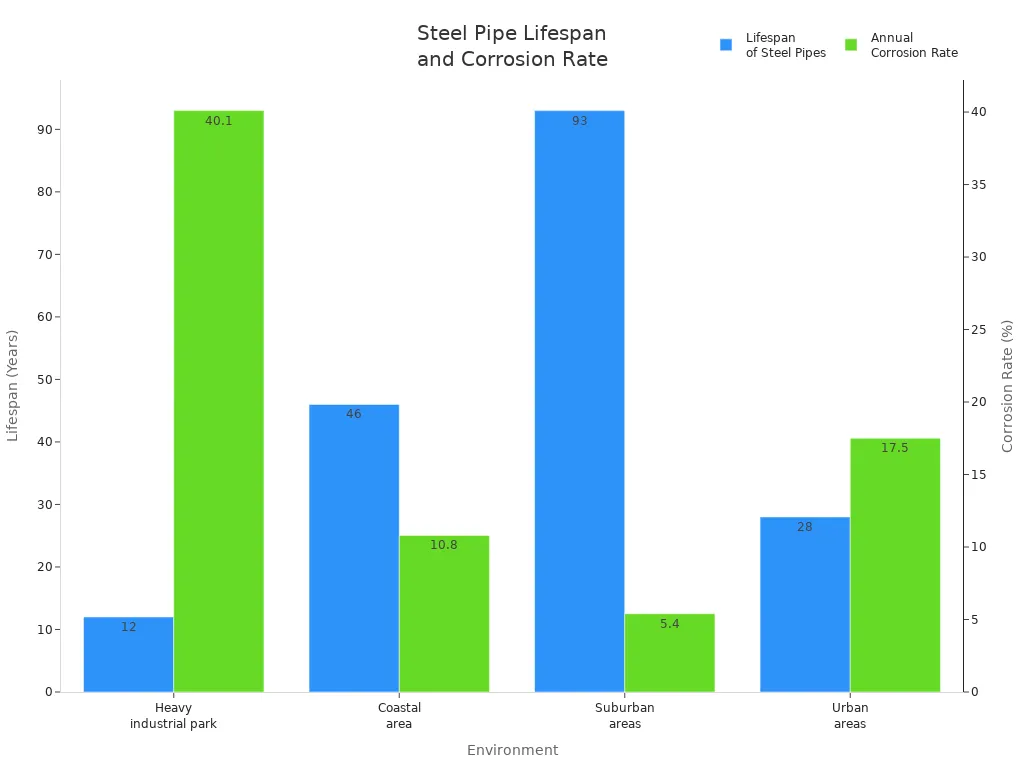
Du beskytter stålrør mod rust ved at bruge varmgalvanisering.Udstyr til varmgalvanisering af stålrørdækker hvert rør med zink, hvilket skaber et skjold mod korrosion.Rør Galvaniseringslinjerhjælpe med at sikre en stærk og jævn finish. Se skemaet nedenfor. Det viser, hvordan galvaniserede rør holder meget længere i forskellige miljøer.
Vigtige konklusioner
- Varmgalvaniseringbeskytter stålrør mod rust ved at påføre en tyk zinkbelægning, der fungerer som en barriere mod korrosion.
- Korrekt overfladebehandlinger afgørende. Rengøring og bejdsning af rørene sikrer, at zinken hæfter godt, hvilket forhindrer defekter i belægningen.
- Galvaniserede rør tilbyder langvarig holdbarhed, ofte i 40 til 50 år, hvilket gør dem til et omkostningseffektivt valg for forskellige industrier.
Udstyr og procestrin til varmgalvanisering af stålrør

Stålrørvarmgalvaniseringsudstyrhjælper dig med at beskytte stålrør mod rust og skader. Du bruger dette udstyr i mange brancher, såsom byggeri, maskiner, kemiske fabrikker og jernbaner. Udstyret håndterer rør med diametre fra 1/2 til 10 tommer og længder fra 4 til 8 meter. Det kan belægge rør med zink, der vejer mellem 50 og 400 gram pr. kvadratmeter. Udstyret kan behandle op til 80.000 tons stålrør hvert år.
| Punkt | Specifikation |
|---|---|
| materiale | ståltråd |
| diameterområde | 1/2 ~ 10 tommer |
| rørlængdeområde | 4~8 m |
| belægningstype | zink |
| belægningsvægt | 50~400 g/m² |
| kapacitet | 40000~80000T/år |
Overfladebehandling og rengøring
Du starter med at rense stålrørene. Dette trin fjerner snavs, olie og andre forurenende stoffer. Hvis du springer rengøringen over, vil zinkbelægningen ikke hæfte godt. Du skal fjerne svejseslagge, grater, glødeglødeskaller, lak, epoxy, sand, oliebaserede malinger, farvekridtmærker og tyk voks eller fedt. Du bruger affedtningsbade med natriumhydroxid til at fjerne olier og fedtstoffer. Efter affedtning skyller du rørene med vand. Derefter bruger du saltsyre eller svovlsyre til at fjerne rust og glødeglødeskaller. Dette trin kaldes bejdsning.
Tip: Skyl altid rør efter syrerensning for at fjerne alle spor af syre. Tør rørene helt, før du går videre til næste trin.
Fluxning af stålrør
Dernæst dypper du rørene i en flusmiddelopløsning. Flusmiddel fjerner eventuelle resterende oxider og forhindrer ny oxidation, før du belægger rørene med zink. Du bruger en zinkammoniumchloridopløsning til dette trin. Den bedste temperatur til flusmiddel er mellem 60 og 80 °C. Denne temperatur hjælper flusmiddelet med at rengøre ståloverfladen godt. De vigtigste flusmidler er zinkchlorid og ammoniumchlorid. Disse kemikalier fjerner jernoxid og forbedrer zinkens flydeevne. Flusmiddel hjælper dig også med at bruge mindre zink og reducerer spild.
- Zinkklorid: 60–80%
- Ammoniumklorid: 7–20%
- Fluiditetsmodificerende midler: 2–20%
- Andre forbindelser: nikkel, kobolt, mangan, bly, tin, vismut, antimon

Nedsænkning i zinkbadet
Derefter nedsænker du rørene i et bad med smeltet zink. Udstyr til varmgalvanisering af stålrør holder zinkbadet ved den rette temperatur, normalt mellem 440-460 °C. Du holder rørene i badet i 5 til 15 minutter. Denne tid lader zinken binde sig til stålet og danne en stærk, jævn belægning. Zinkbadet dækker alle dele af røret, selv indeni og omkring svejsninger.
Bemærk: Hvis du ikke kontrollerer temperaturen eller tiden, kan du få defekter som slagger, blærer eller afskalning.
Køling og slutrengøring
Når du har fjernet rørene fra zinkbadet, afkøler du dem i en køletank. Afkølingen stopper reaktionerne mellem zinken og luften. Derefter skyller du rørene med frisk vand for at fjerne eventuelle rester af kemikalier. Hvis du har brugt syrerensning, skal du skylle rørene en gang til. Tør rørene med varm luft for at sikre, at der ikke er fugt tilbage. Dette trin holder overfladen ren og forhindrer hvid rust.
- Skyl med frisk vand
- Tør med varm luft
- Opbevar rør på et tørt sted
Inspektion og kvalitetstest
Du skal inspicere rørene for at sikre, at belægningen er stærk og jævn. Du bruger visuelle kontroller, tykkelsesmålinger og test for ensartethed. Du kontrollerer også for ruhed, korrosion og skader. Du måler rørets størrelse og leder efter lækager. Du følger standarder som ASTM A500 og EN 10219. Disse standarder hjælper dig med at sikre, at rørene holder længe og modstår rust.
Inspektionsteknik Beskrivelse Visuel inspektion Kontroller for glathed, defekter og korrosion Lagtykkelse Brug målere til at måle lagtykkelse Ensartethed Se efter afskalning eller ujævn belægning Ruhed Test overfladeruhed Korrosionsinspektion Find ridser eller skader Svejsekvalitet Tjek for revner eller slagge Kemisk sammensætning Test for korrekt zink- og stålindhold Mekanisk adfærd Mål styrke og fleksibilitet Dimensionsinspektion Bekræft diameter, tykkelse og længde Logo og mærkning Tjek for korrekte etiketter Lækagetest Sørg for, at rørene ikke har revner eller huller Sikkerhedspåmindelse: Følg altid sikkerhedsreglerne, når du bruger udstyr til varmgalvanisering af stålrør. Undersøg rørene for skader, og sørg for, at vandkvaliteten er god for at forhindre korrosion.
Fordele ved varmgalvaniseringsudstyr til stålrør

Overlegen rust- og korrosionsbeskyttelse
Du får stærk beskyttelse mod rust, når du brugerudstyr til varmgalvanisering af stålrørZinkbelægningen danner en tyk barriere, der holder vand, luft og kemikalier væk fra stålet. Denne barriere fungerer bedre end maling eller tynde belægninger. Zinken beskytter også stålet, hvis belægningen bliver ridset. Zink vil korrodere først og dermed skåne stålet nedenunder.
- Det tykke zinklag modstår barske vejrforhold og kemikalier.
- Du ser denne metode brugt til broer, rækværk og udendørs rør, fordi den holder længere.
- Zinkbelægningen bruger både barriere- og offerbeskyttelse, så dine rør forbliver sikre, selvom overfladen bliver beskadiget.
Videnskabelige undersøgelser viser, at zink danner særlige forbindelser, som ZnO og Zn5Cl2(OH)8, der bremser rust og holder rør stærke i barske miljøer.
Mekanisme Beskrivelse Barrierebeskyttelse Zinklaget blokerer vand og luft fra at nå stål. Offerbeskyttelse Zink korroderer før stål og beskytter det, selv hvis det bliver ridset. Naturlig forvitring Med tiden danner zink ekstra lag, der giver mere beskyttelse. Forbedret holdbarhed og levetid
Du kan forvente, at galvaniserede rør holder i årtier. Jo tykkere zinkbelægningen er, desto længere holder dine rør. For eksempel:
Belægningstype Forventet levetid i moderate miljøer G30 5–10 år G90 20 år eller mere De fleste galvaniserede rør holder omkring 40 til 50 år. I tørre omgivelser kan de holde endnu længere. Hvis du bruger varmgalvaniseringsudstyr til stålrør, hjælper du dine rør med at modstå rust og skader i mange år.
- Rør i områder med lav luftfugtighed kan holde op til 70 år.
- I våde eller salte områder kan levetiden være kortere, men stadig meget længere end ubelagt stål.
Omkostningseffektivitet og lav vedligeholdelse
Du sparer penge over tid med galvaniserede rør. Startomkostningerne er lidt højere end maling, men du bruger mindre på reparationer og vedligeholdelse. Her er en hurtig sammenligning:
Beskyttelsesmetode Startpris Forventet levetid (år) Vedligeholdelsesomkostninger Nutidsværdi Varmgalvanisering 100 25 0 100 Malingssystem 90 8 169 169 Galvaniserede rør kræver mindre rengøring og færre reparationer. Deres stærke belægning betyder, at du ikke behøver at bekymre dig om rust eller lækager så ofte. Dette gør dem til et smart valg til store projekter og steder, hvor du ønsker, at rørene skal holde længe.
Varmgalvaniseringsudstyr hjælper dig med at beskytte stålrør i mange år. Du får pålidelig ydeevne i forskellige miljøer.
- Langvarig holdbarhed afhænger af miljøforholdene.
- Eksperter sigerhvert procestrin påvirkerbelægningskvalitet og styrke.
Trin Indvirkning på effektivitet Rensning Forbedrer vedhæftning og forhindrer fejl Syltning Påvirker glathed og kvalitet Flusmiddel Sikrer ensartet zinkstrøm Nedsænkning Kontrollerer tykkelse og intern kvalitet Inspektion Bekræfter, at belægningen opfylder standarderne
Opslagstidspunkt: 11. september 2025